







.avif)



















































.avif)



In seafood processing, freezing gets a lot of attention.
We talk about fast freezing, stable storage, cold-chain control, shelf life, yield, and product quality. All of that is important. But there is another step that often receives far less attention, even though it can have a major impact on the final result:
Thawing.
For many processors, thawing is still treated as a necessary pause in production. Frozen raw material arrives, water is used, time passes, and eventually the product is ready for the next step.
But thawing is not just “defrosting.”
It is a critical processing step that can affect yield, texture, food safety, water use, labor, production planning, and ultimately the value of the finished product.
The hidden cost of uncontrolled thawing
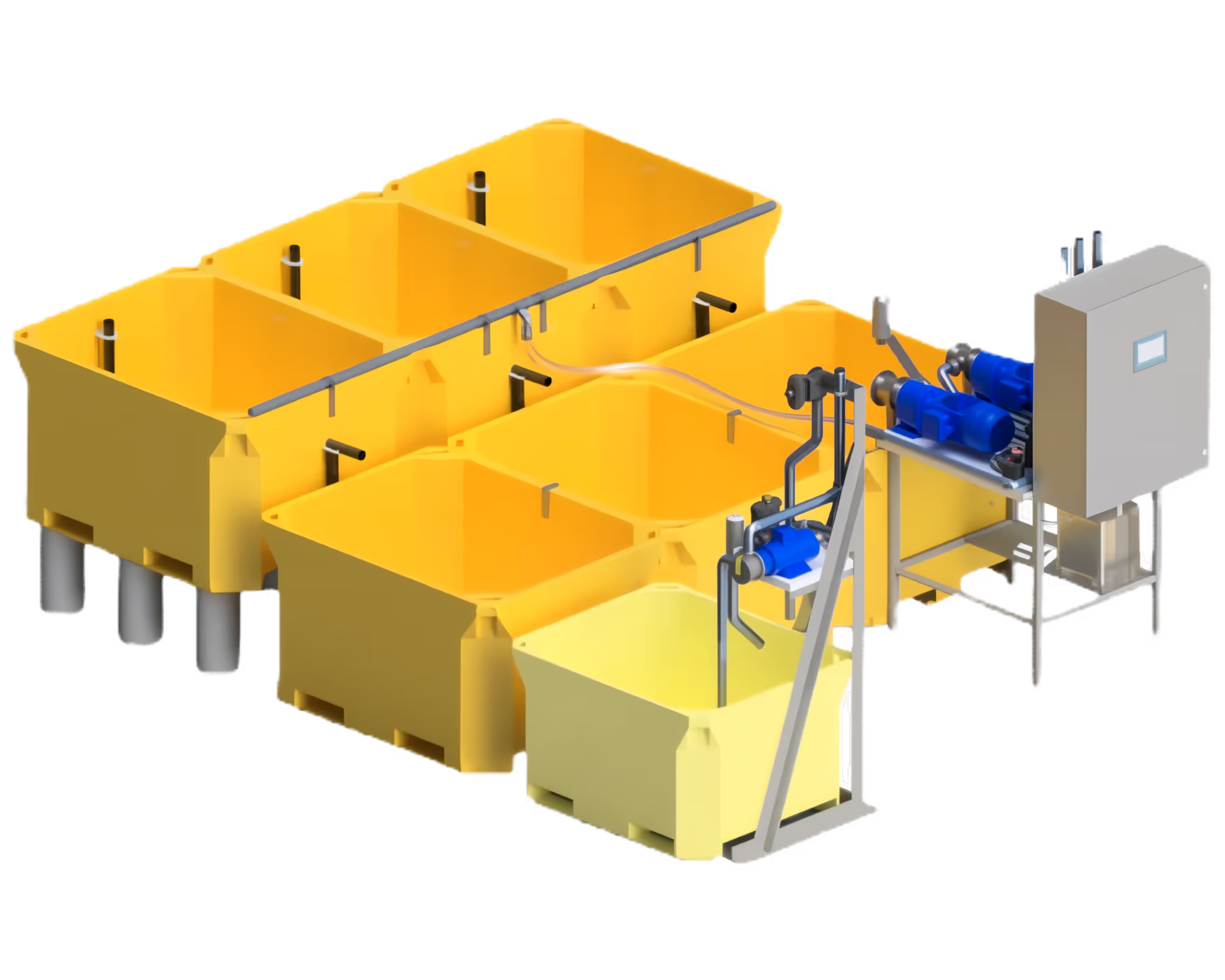
In many seafood plants, thawing frozen fish can take several hours or the entire length of a full production day. In some cases, the process relies on totes, hose stations, continuous overflow, and large amounts of water.
At first glance, the water volume in each tote may not seem excessive. A tote is filled, the product begins to thaw, and the water continues to move. But once the process runs continuously for several hours, the initial fill can account for only a small share of the total water use.
In a typical tote-based thawing setup, the water used per tote can multiply many times over during one thawing cycle. When that is scaled across many totes, several batches per day, and a full production season, the result can move from “normal process water” to a very large annual water footprint.
For some operations, tote thawing can represent significant water use on a daily basis and millions of gallons over a full year. In larger layouts or expanded production, the number can climb even further.
That matters.
Not only because of the cost of water, but because of the cost of handling, chilling, pumping, draining, and managing that water through the plant.
Summer makes the problem harder.
Water-based thawing becomes even more challenging during warmer months.
When incoming water temperature rises, processors may need more cooling capacity to maintain the desired thawing conditions. That can increase the load on chillers, utilities, and plant infrastructure.
The issue is not only:
How much water are we using?
It is also:
- What temperature is that water?
- How much energy is needed to control it?
- How consistent is the process from batch to batch?
- What happens to product quality when the water temperature is too high?
If the process depends on continuous overflow, higher summer water temperatures can quickly turn into a quality, efficiency, and infrastructure challenge.
Thawing is a heat-transfer problem.
At its core, thawing is about adding heat to a frozen product in a controlled way.
That sounds simple, but fish is delicate. If heat is added too slowly, thawing becomes a bottleneck. If heat is added too aggressively, the product can be damaged.
The challenge is to thaw fast enough to support production, but gently enough to protect the raw material.
This is especially important for frozen fish blocks and individually frozen products, where the outer layers may thaw faster than the inner layers. If the surface is exposed too long while the core remains frozen, processors risk quality loss, drip loss, and inconsistent temperature throughout the product.
That is why time, water temperature, flow, product movement, circulation, and equalization all matter.
Water is useful, but it needs to be controlled.
Water is commonly used for thawing because it transfers heat more efficiently than air and helps keep the product surface moist. In some tote-based systems, processors also use air agitation or bubbling to improve water movement around the product.
This can help circulation, but the process still depends on good control of water temperature, flow, overflow, and total water use.
Water-based thawing can create problems when the process is not properly controlled.

Too much water increases cost and waste.Water that is too warm can affect product quality.Inconsistent flow can create uneven thawing.Continuous overflow can hide the true cost of the process.Water management must also be designed to support food safety, sanitation practices, and product quality.
The goal should not simply be to use more water, more air, or higher temperatures to thaw faster. The goal should be to create a controlled process that delivers the right product condition at the right time, with the least possible waste.
Better thawing improves more than quality.
Improving thawing is not only about making the product look better.
It can improve the entire production flow.
When thawing is predictable, production teams can plan more accurately. Product can move into cutting, portioning, brining, packing, or further processing at the right time. Labor can be used more efficiently. The plant can avoid having too much product waiting or not enough product ready.

Better thawing can help processors reduce:
- Water consumption
- Energy waste
- Drip loss and yield loss
- Manual handling
- Waiting time
- Raw material variability
- Unnecessary overflow
- Utility load during warmer months
And it can help improve:
- Yield
- Texture
- Surface quality
- Food safety
- Production planning
- Throughput
- Finished product value
- Process consistency
In other words, thawing is not just a utility step. It is a value-protection step.
From thawing time to thawing control
Many processors measure thawing mainly by time.
“How long does it take?”
That is an important question, but it is not the only one.
A better set of questions might be:
- How much water are we using per tote, per batch, and per day?
- How much of that water is actually needed?
- What is the water temperature during the process?
- How does summer water temperature affect quality and cooling demand?
- How consistent is the product temperature at the end?
- How much drip loss or yield loss are we seeing during and after thawing?
- Is the product ready for immediate processing?
- Can we reduce thawing time without damaging the product?
- Can we reduce overflow without losing control?
- Can we improve circulation without unnecessarily increasing water use?
The future of thawing is not just faster thawing. It is smarter thawing.
It is about controlling the process so seafood processors can protect the value already created through catching, handling, chilling, freezing, storage, and transport.
Where technology comes in
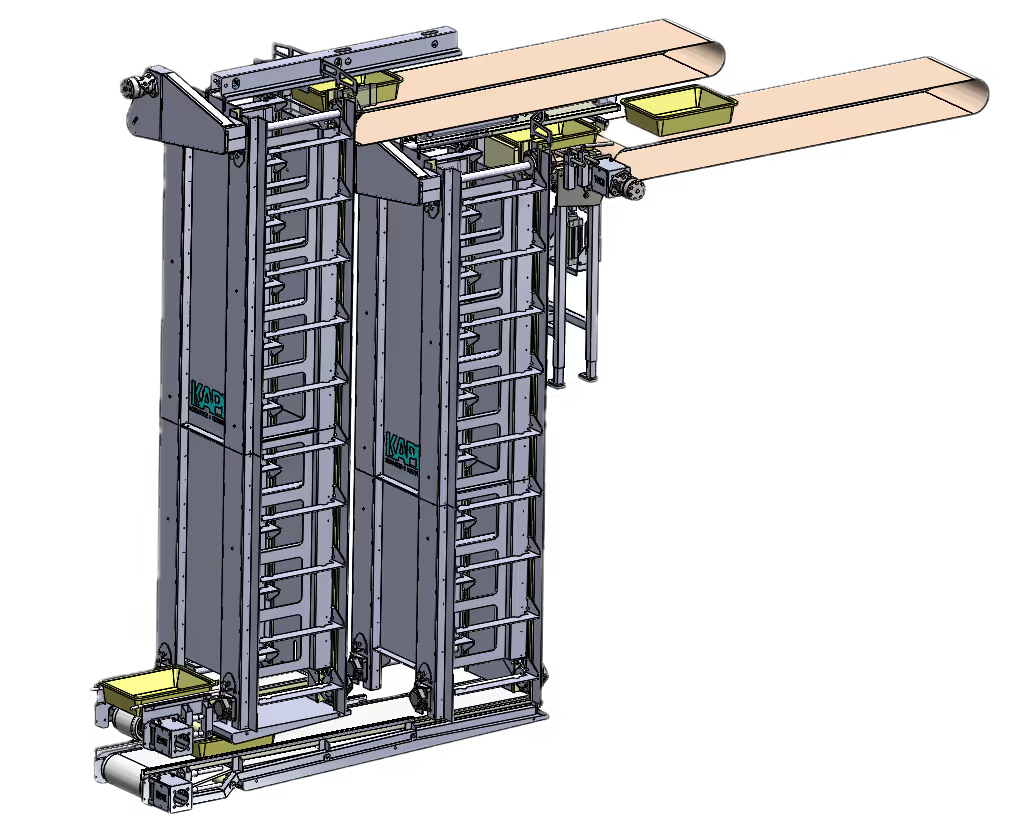
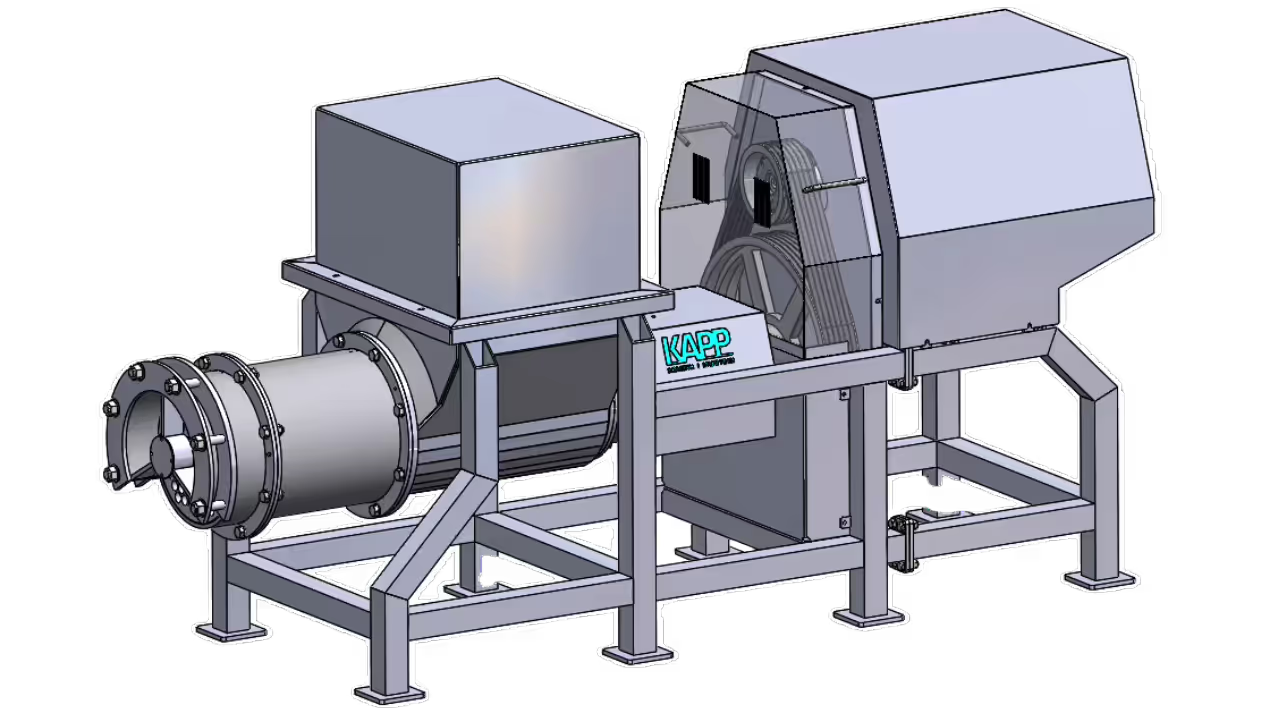
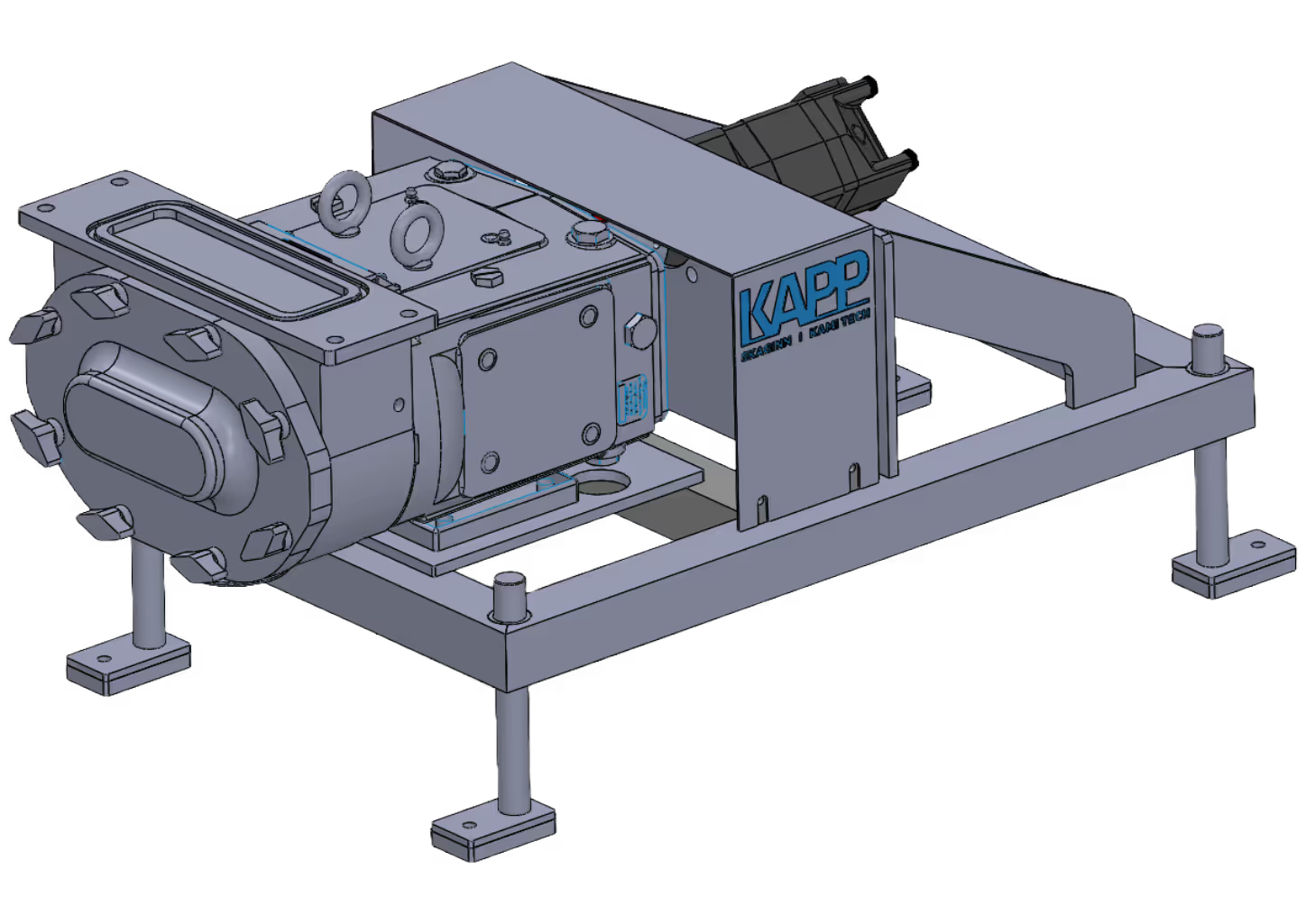
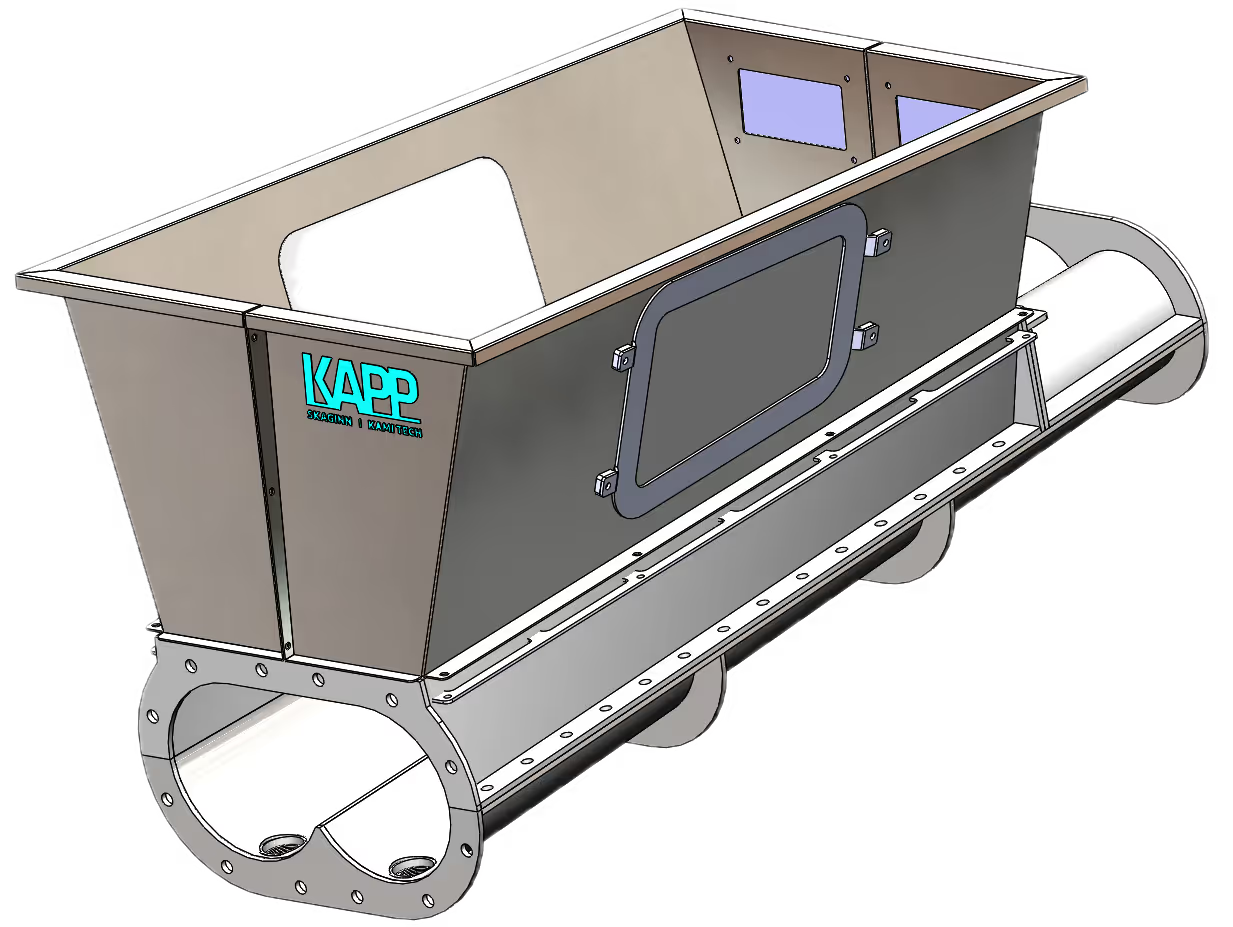
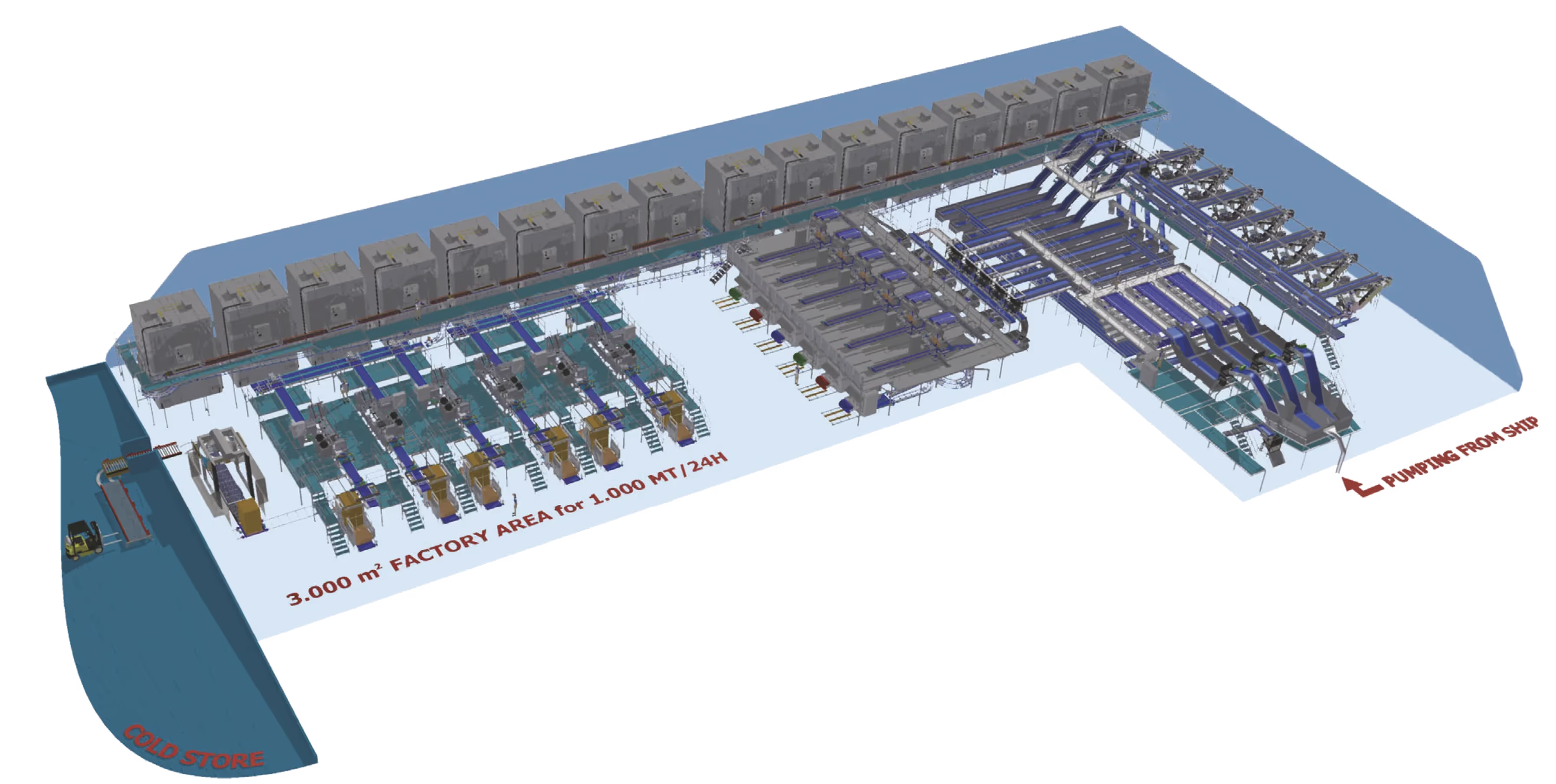
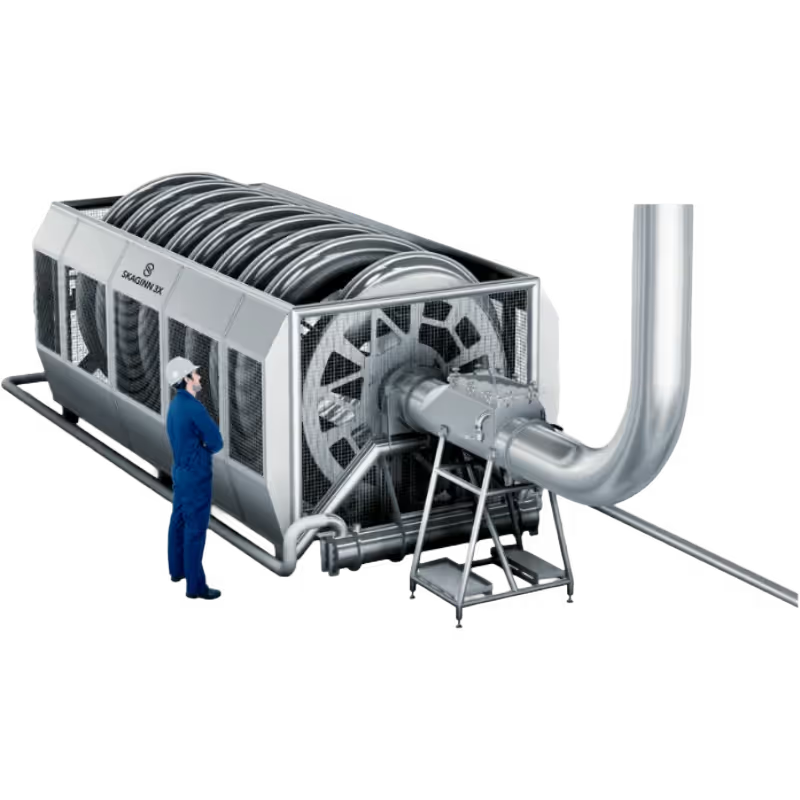
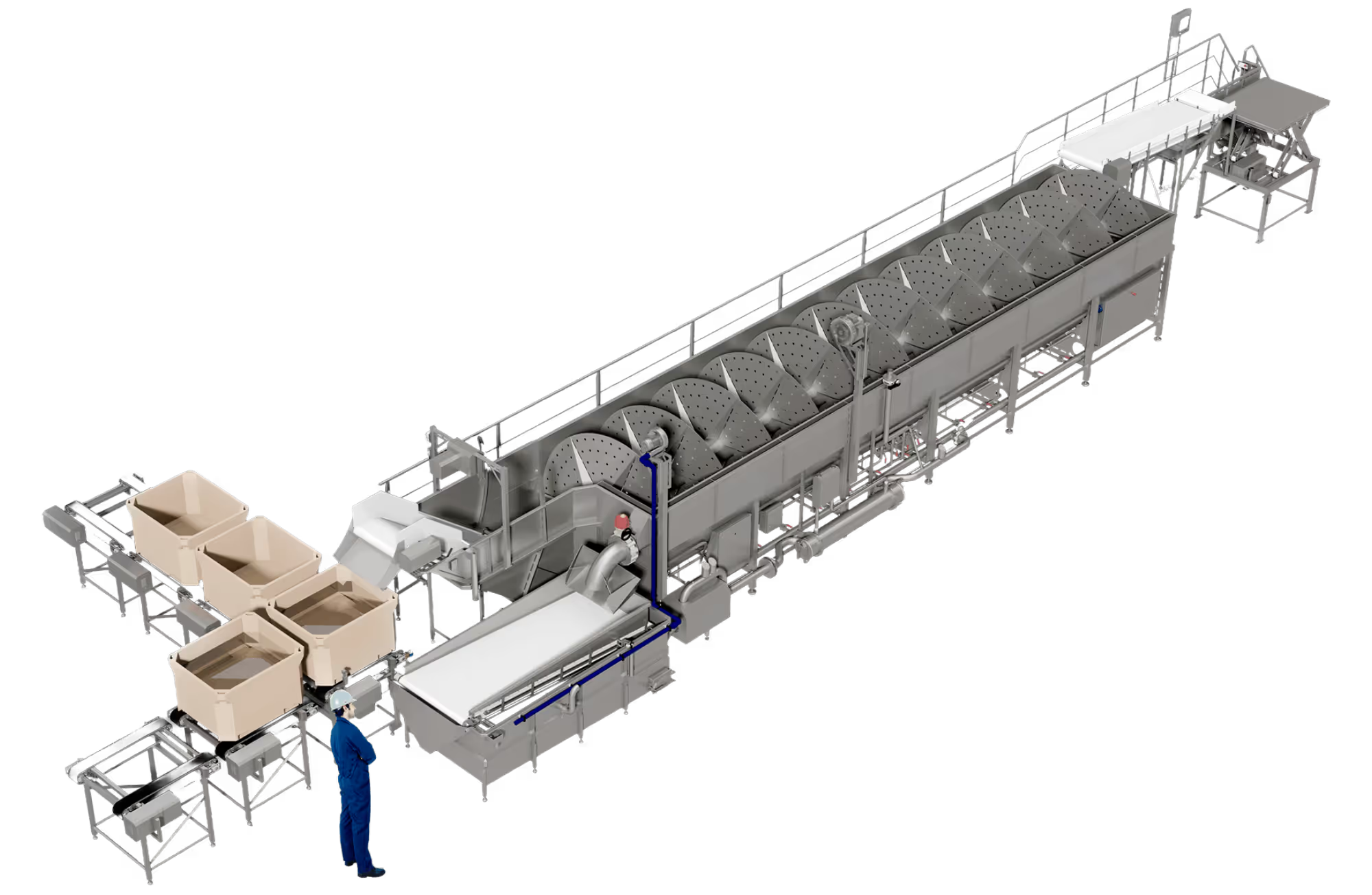
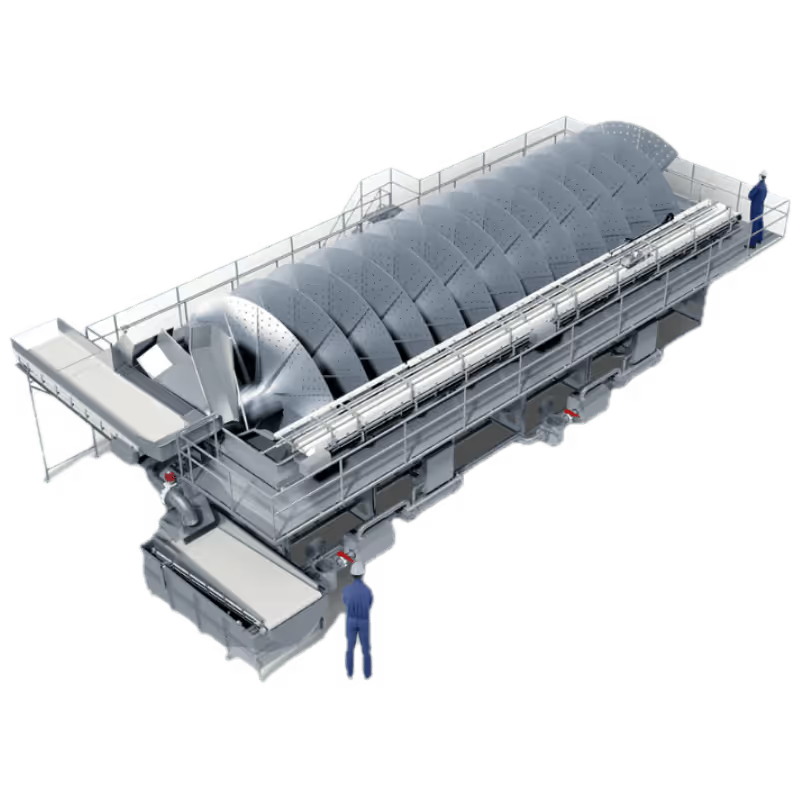
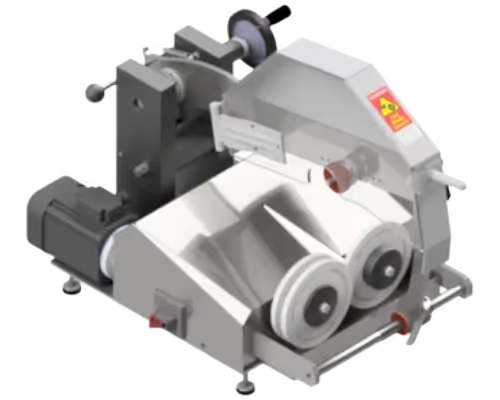
This is why controlled thawing technology has become an important focus area for KAPP.
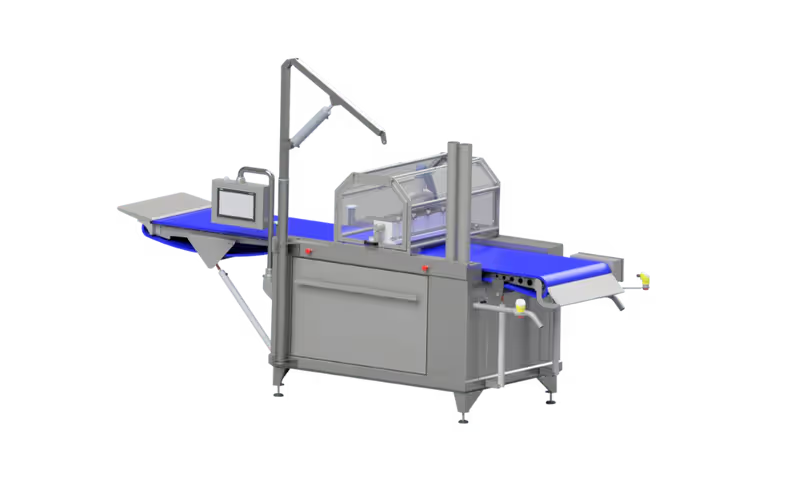
With RoteX Thawing®, the goal is not simply to thaw faster. The goal is to make thawing more predictable, efficient, and gentle on the raw material.
The system is designed around control of thawing time, water temperature, throughput, and energy consumption. It supports low-temperature thawing, helps reduce drip loss, and prepares the product for immediate downstream processing.
But the bigger point is not the machine itself. The bigger point is the shift in mindset.
Thawing should be treated as a controlled processing step, not a passive waiting period.
When processors move from uncontrolled to controlled thawing, they can reduce variability, improve yield, reduce water and energy waste, and better protect product quality.
A process worth rethinking
Seafood raw material is too valuable to lose quality during thawing.
Processors are under constant pressure to improve yield, reduce waste, manage labor, lower water and energy use, and deliver consistent quality to customers. Thawing sits directly in the middle of all those priorities.
For that reason, it deserves more attention.
Not as an afterthought.
Not as a bottleneck.
But it is a controlled processing step that can help seafood companies protect quality, improve efficiency, reduce water use, and get more value from every kilo of raw material.